R语言质量控制图、质量管理研究分析采购订单数量、CPU时间、纸厂产出、钢板数据可视化

R语言质量控制图、质量管理研究分析采购订单数量、CPU时间、纸厂产出、钢板数据可视化

拓端
发布于 2024-03-06 17:56:26
发布于 2024-03-06 17:56:26
在当今信息时代,数据的收集和分析变得至关重要,特别是在质量管理和生产过程控制方面。控制图作为一种统计工具,广泛应用于监控过程变化、识别异常和改进生产效率(点击文末“阅读原文”获取完整代码数据)。
本文针对SAS启动时间、纸厂产出、钢板、采购订单数量数据集展开研究,通过帮助客户分析每个样本中与相关的时间数据,探讨了控制图在质量管理中的应用。同时,还对包含订单和故障数据的文件进行了分析,展示了控制图在不同数据集上的应用,并通过解释结果来揭示其在质量管理和生产过程中的重要性。通过本研究,我们希望能够深入了解控制图的作用,为提高生产效率和质量管理水平提供有效的数据分析方法和决策支持。
文章内容开头涵盖了SAS启动所需的CPU时间的测量数据,每个样本包含与连续启动SAS系统相关的时间,然后重新启动计算机。数据按样本排序,并展示了两种适当的控制图之一。文章以绘制控制图和分析结果为主要内容,同时介绍了控制图的基本特征和解读方法。
第二部分讨论了Purchase_Orders.csv文件,包含了三个变量:样本、订单和订单错误。文章指导如何将数据转换为适合在SAS或R中进行分析的格式,并创建包括Western Electric测试的适当控制图,以及对结果的解释。
第三部分涉及Failures.csv文件,讨论了故障之间的时间数据以及Kittlitz提出的转换方法。文章展示了如何创建合适的控制图,并对结果进行解释。
第四部分涵盖了Paper.csv文件的分析,包含有关纸厂产出的数据。文章指导如何将数据转换为适合在SAS或R中进行分析的格式,并创建相应的控制图,并解释结果。
最后一部分介绍了Plates.csv文件,包含有关钢板的数据。文章指导如何将数据转换为适合在SAS或R中进行分析的格式,并创建适当的控制图,以及对结果的解释。
1.sastimes数据集。
它包含启动SAS所需的CPU时间的测量数据。每个样本包含与五次连续启动SAS系统相关的时间,然后重新启动计算机。按样本对数据进行排序。这些数据有两种适当的控制图。创建其中一种,并解释结果。
sas7bdat <- (read.sas7bdat("sastim7bdat"))
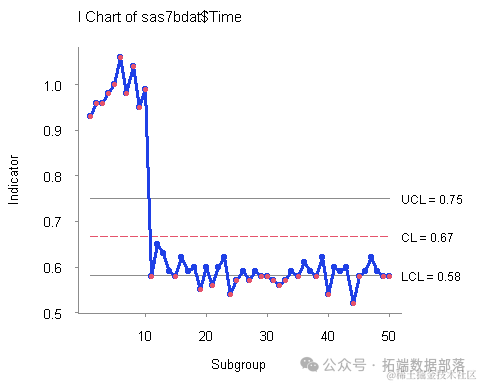
# 为了说明控制图的解剖和生理特征,
# 绘制I图
ic(saat$Time, chart = 'i')
c(Time,
x = Order,
data = sas7bdat,
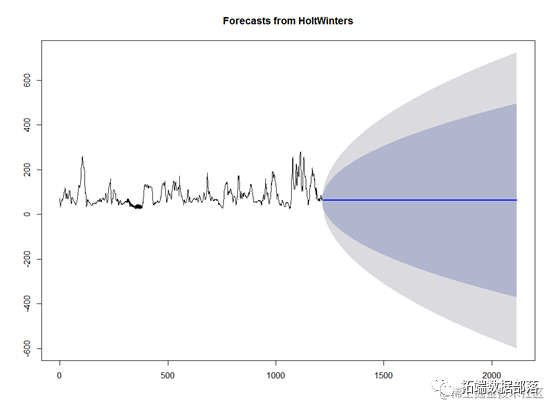
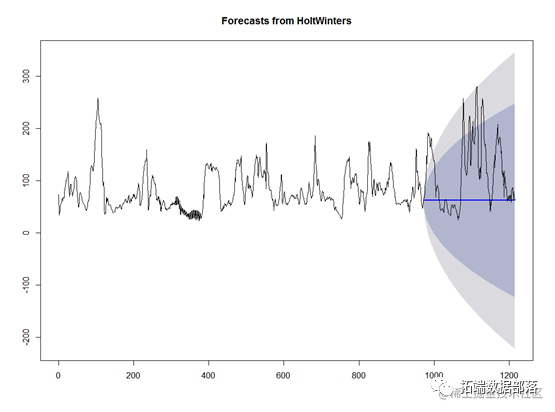
与运行图类似,控制图是一种线图,显示了一个度量(y轴)随时间(x轴)的变化。与运行图不同,控制图的中心线代表(加权)均值而不是中位数。此外,还显示了代表上限和下限控制限的两条线。
01
02
03
04
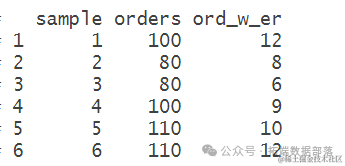
2.Purchase_Orders.csv。
该文件包含三个变量:样本、订单和ord_w_er。变量样本包含样本编号。变量订单包含样本中的订单数量。变量ord_w_er包含包含错误的采购订单数量。创建适当的控制图,包括Western Electric测试;并解释结果。
c(ord_w_er,
x = orders,
data = data,
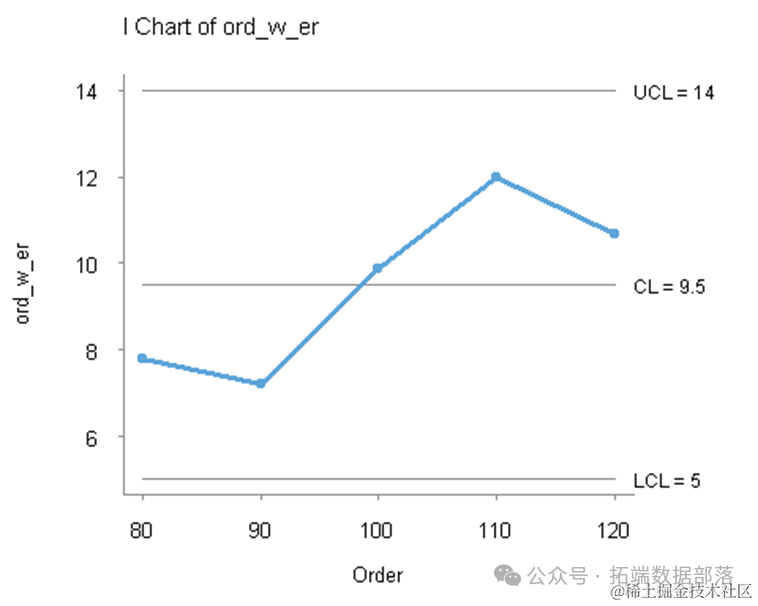
I 图通常与移动范围(MR)图一起使用,后者显示相邻数据点之间的绝对差异。
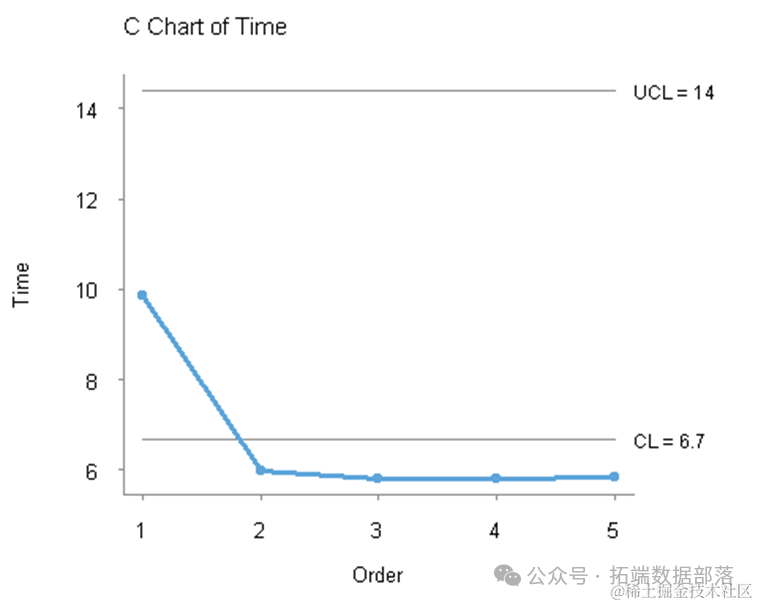
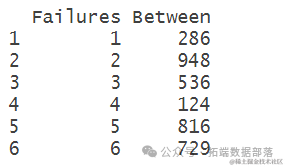
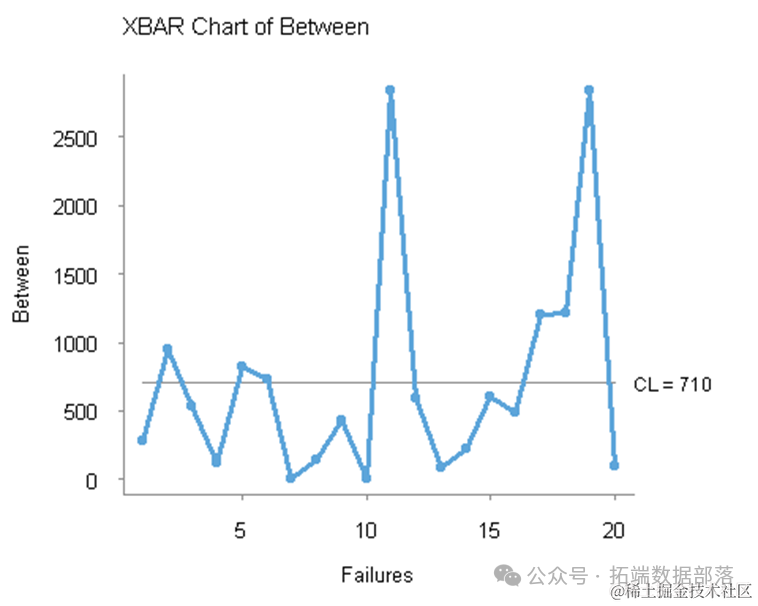
3. Failures.csv。
该文件包含表7.14中的两个变量:Failure和Between。变量Between包含故障之间的时间。应用Kittlitz提出的转换方法到故障之间的时间。将数据转换为适合在SAS或R中进行分析的格式。创建适当的控制图;并解释结果。
x = Failures,
data = data,
chart = 'xbar',
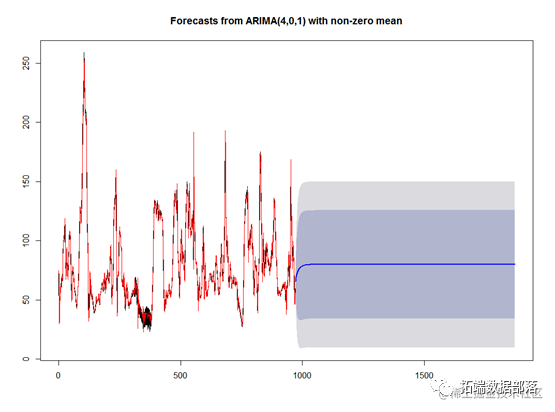
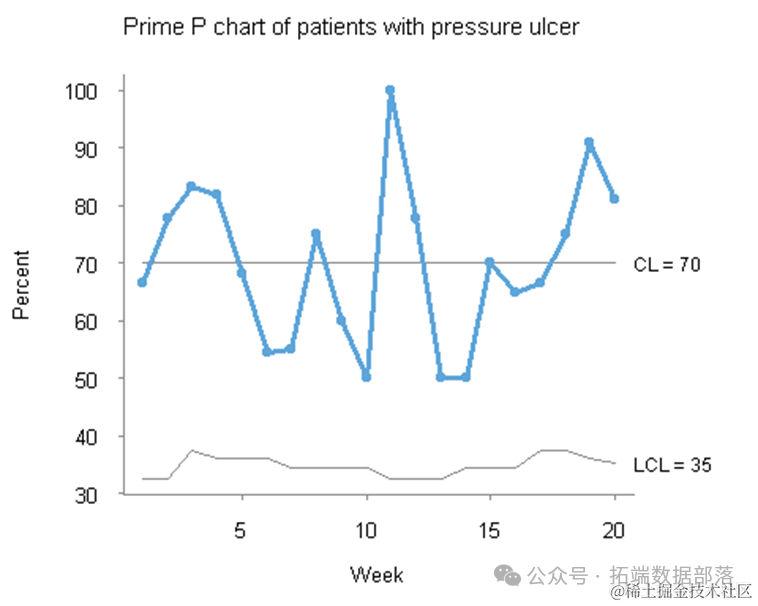
4. 该文件包含有关纸厂连续二十天产出的数据。
变量为Day、Rolls和ImpCount。变量Rolls包含生产的纸张卷数。变量ImpCount包含每天生产的总缺陷数。将数据转换为适合在SAS或R中进行分析的格式。创建适当的控制图;并解释结果。
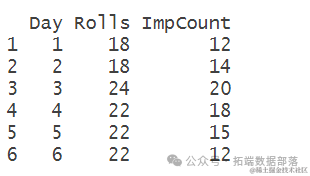
chart = 'p',
multiply = 100,
main = 'Prime P chart of patients with pressure ulcer',
ylab = 'Percent',
5. Plates.csv。
该文件包含有关二十五块钢板的数据。文件中有两个变量Plate和Defects。变量Defects包含每块钢板上的不合格数。将数据转换为适合在SAS或R中进行分析的格式。创建适当的控制图;并解释结果。
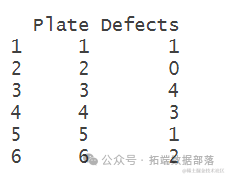
x = Plate,
data = data,
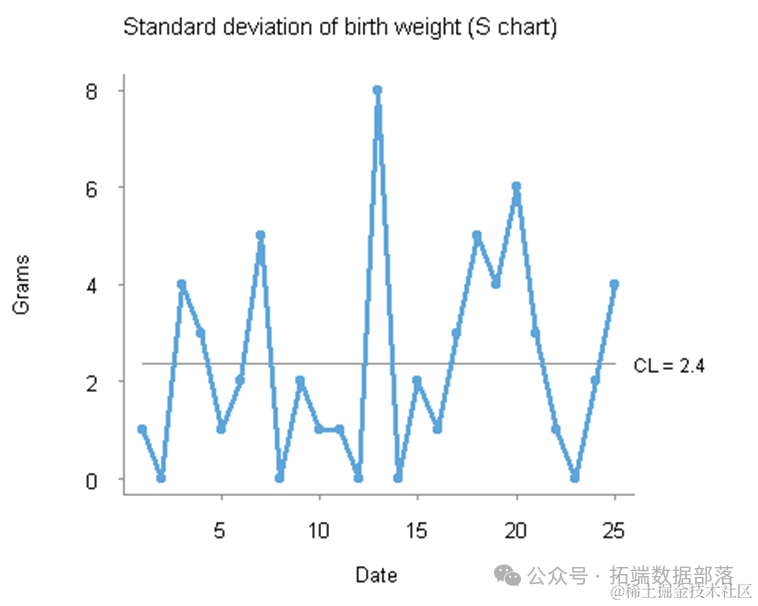
chart = 'xbar',
main = 'Standard deviation of birth weight (S chart)',
本文参与 腾讯云自媒体同步曝光计划,分享自微信公众号。
原始发表:2024-03-06,如有侵权请联系 cloudcommunity@tencent.com 删除
评论
登录后参与评论
推荐阅读
目录
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号